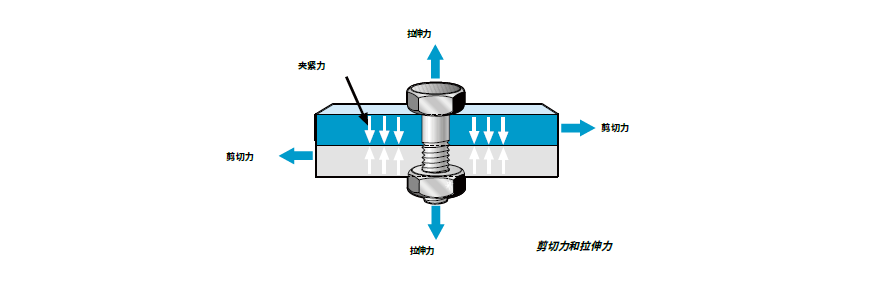
在紧固连接中,螺纹连接能将被连接件紧紧固定连接,其中起作用的主要是施加在螺栓或螺母上的扭矩转化成的轴向夹紧力。但由于在装配过程中受结构功能、零件表面精度、控制精度以及连接副的摩擦性能等多方面因素的影响,螺栓拧紧后,90%左右的扭矩被作用到了克服摩擦力上,只有10%左右的扭矩转变成了轴向夹紧力。
摩擦的产生主要集中于在转动部件和夹紧部件之间以及螺纹当中。通过减小螺纹联接中的摩擦,可以增加扭矩转化为轴向预紧力的转化率,提高螺纹联接的稳定性。但当螺纹联接中的摩擦力过小时,螺栓又容易滑动造成连接松动,因此我们需要控制螺纹联接时的摩擦力范围而不是仅仅考虑如何减小摩擦。
控制摩擦的方法通常会用对零件进行表面处理、在连接处加润滑剂或者润滑油等几种方法,但一般不推荐加润滑剂、润滑油的方法,因为在同样的安装扭矩作用下,过小的摩擦系数可能导致螺栓产生拉伸变形或者断裂失效(过拧)。表面处理中较为常见的有电镀,发黑,磷化,达克罗等等,不同的镀层的摩擦系数也是不一样的,从摩擦系数的稳定性来看,磷化是所有表面处理里面最稳定的一种,因此汽车的轮毂螺栓的表面处理一般是磷化。此外,在操作时为了保证连接的紧固可靠性,也应该确保零件表面没有铁屑、焊渣、锈蚀等异物夹杂。
对于螺纹紧固件轴向夹紧力来说,我们还可以通过控制螺栓的摩擦系数来保证紧固连接的寿命。螺纹紧固件的摩擦系数受其材质、表面处理、制造流程和螺纹精度等诸多因素的影响,总摩擦系数μ与紧固扭矩T、轴向夹紧力F之间的关系如式(1)所示:
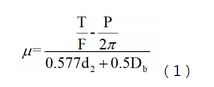
式中,P为螺距,d2为螺纹中经,Db为螺栓头下支撑面的摩擦直径。夹紧力F可用式(2)表示:

当试验螺栓选定后,d2和Db是固定的,紧固扭矩T一定时,总摩擦系数越大,作用在螺纹上的轴向夹紧力F越小。

理论上,螺栓拧紧过程中拧紧扭矩T、螺栓轴向夹紧力F与摩擦系数及螺纹形状尺寸之间的关系如(3)式:

式中,ms为螺纹副摩擦系数;mw为端面摩擦系数;dp为螺栓有效直径,粗牙螺纹dp»0.906d;dw为端面摩擦圆等效直径,

du、di分别为摩擦圆的外径及内径;d为螺纹公称直径;b为螺纹升角,a¢为垂直截面内的螺纹牙形半角,约为29°58¢。(3)式右侧第1、2、3项可分别理解为螺纹副摩擦消耗的扭矩、螺栓伸长(产生轴向夹紧力)消耗的扭矩以及端面摩擦消耗的扭矩。
螺栓在拧紧时受到的是拉-扭复合应力,根据第三强度理论,螺栓许用等效应力σv可按(4)式求得。
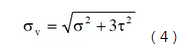
式中,σ为螺栓轴向夹紧力F产生的拉应力,

τ为螺栓杆部承受的扭矩Ts所产生的切应力,
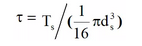
根据式3,作用下螺栓上扭矩:

并取tgβ=0.05(粗牙螺纹)、dp=1.05ds代入(4)式可得:

由式(5)可知,螺纹副的摩擦系数越大,则螺栓在相同轴力下的等效应力也越大。换言之,螺栓强度选定后,摩擦系数越大,螺栓所能承受的轴向力越小,摩擦系数越小,螺栓所能承受的轴向力越大。
摩擦系数是评价螺栓制造水平的综合指标,摩擦系数的大小决定了扭矩值和轴向夹紧力的大小,摩擦系数的离散性影响到装配中螺栓所能提供的轴向夹紧力的变化,尤其是采用扭矩法拧紧螺栓时,摩擦系数的散差越大,为保证装配的轴向力,通常在现场操作时,采用精度更高的装配工具,更严格地控制装配扭矩的范围,这样不但造成装配成本的提高,而且也不能达到预想的轴向力的稳定的作用。最佳的轴向力控制,必须从稳定摩擦系数的范围开始。
(图源网络)
技术支持:郭洪华
编辑:刘康利